产品详情

发布时间:2025-08-26 12:04:03

厦门和伟达超声波设备有限公司带您了解三明钎焊后超声波清洗线公司,由于清洗液的空化作用与其温度相关,温度升高有利于空化,但随之蒸气压也相应增加,超过一定的温度反而使空化作用降低,因此要保持一定的温度范围,如水溶剂清洗液一般在45℃左右,三氯清洗液在75℃左右,水则为60℃左右,对于易蒸发易燃的清洗液不宜温度太高。钎焊后超声波清洗线空化作用(CAVITAION)在液体中传播的超声波能对物体表面的污物进行清洗,其原理可用“空化”现象来解释清洗效果和超声波在液体中产生的“空化”强度有密切关系,超声波振荡在液体中传播,当其声波压强达到一个大气压时,超声波功率密度约为35瓦/cm²,这时在液体中传播的超声波的声波压强峰值就可以轻易达到真空或负压,但实际上是无负压现象存在的,因而在液体中产生一个很大的力,将液体分子拉裂成空洞(空化核),此空洞为真空或非常接近真空,此空洞在信号电压(或超声波压强)值下一个半周达到较大时,由于周围的压力的增大而被压碎,此时液体分子激烈碰撞产生冲击波的现象被称为“空化”作用。这种空化作用非常容易在固体与液体的交界处产生,因而对于浸入超声作用下的液体中的物体具有超乎寻常的清洗作用。另外,由于超声波具有很强的穿透固体的作用,所以,这种“空化”作用对浸入超声波作用下的液体中的物体内外表面(如管件)均能得到清洗,这就是超声波清洗优于其它传统清洗手段的重要方面。
三明钎焊后超声波清洗线公司,超声施加时间为2~4s时,AZ31B镁合金的搭接接头强度可达80~90MPa,接头为沿晶脆性断裂。超声施加时间过短,镁合金表面的氧化膜破碎不完整,氧化膜以片状形式存在于钎缝中;超声施加时间过长,则导致钎料飞溅。此外,冷却速率对超声振动辅助钎焊搭接接头的组织与性能均有影响。水冷钎焊接头可以抑制镁合金中αMg晶粒的长大,使之成为等轴晶,其晶粒大小仅为空冷状态下搭接接头中树枝晶的五分之一左右,其晶粒数量为空冷状态下等轴晶的40~50倍。空冷状态的断裂形式为脆性断裂,而水冷状态的为准解理断裂。大量等轴晶的存在,使得接头的抗剪强度较空冷状态的提高约5倍。

超声波作用于液态钎料时,会产生“声空化”作用和“声涡流”作用,可以破碎固体表面的氧化膜,辅助液态金属润湿于固体表面,并加快界面物质的传输速率。超声波导入的方式可以是直接将超声波施加于液态钎料池中,也可以将超声波直接施加到待焊试件上还可以将调制后的具有超声频率的激光脉冲照射到液态钎料表面。超声波辅助钎焊是一种无钎剂钎焊方法,可以在大气环境中直接进行钎焊,焊后无需清理钎剂,既降低了使用钎剂及清洗钎剂的成本,又避免了加热过程中钎剂产生的有毒蒸气对操作人员的危害,还可提高钎焊接头的抗腐蚀能力。同时超声波作用于熔体时还可以起到细化晶粒的作用,提高钎焊搭接接头的剪切强度,降低液固、液气的界面张力,增加钎料的毛细填缝能力。
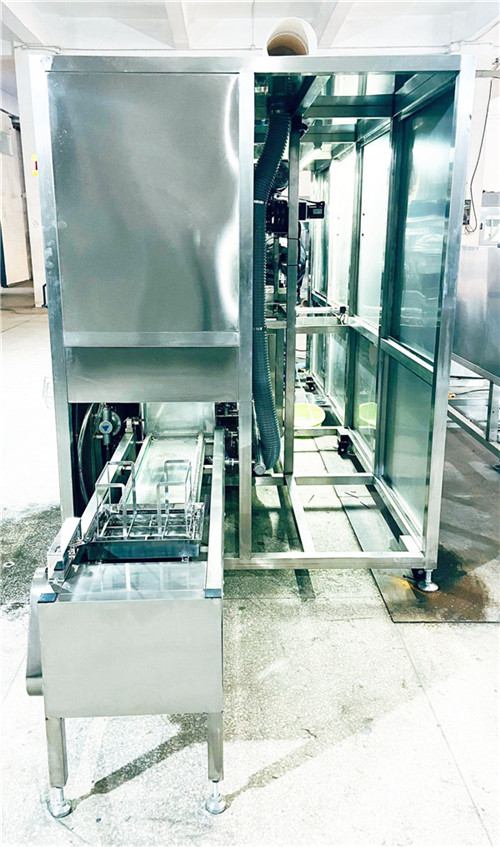
钎焊后超声波清洗线采用自动悬挂链输送的多工位超声波清洗、超声漂洗、喷淋、钝化、烘干清洗线,主要用于清洗汽车刹车片钢片、硅钢片、汽车、摩托零部件等,全清洗线采用不锈钢制作,依据各工序设有自动补液装置,对液面、温度等工艺参数进行自动控制,对生产特殊情况设有紧急停车自动报警装置。同时根据工艺不同对设备的清洗工序等进行自行调整。超声波清洗形式另一种方法是根据大型制件的形状和局部清洗的部位要求,将超声波换能器设计成特殊形状来实现局部清洗,对于清洗要求严格的制件采用不同清洗液,分槽依次进行超声波清洗,此外,还可与其它清洗方法配合,如电子元件的清洗是加热浸洗和超声波清洗配合使用。对于油脂特稠,特厚的制件,也常常采用加热浸洗或高温喷洗,然后再用超声波清洗的多步清洗法。对于几何形状过分复杂,如有大小不等的孔穴凹角的制件,可采用多频率清洗,即在几种不同的超声波频率作用下进行清洗。
超声波清洗设备厂,超声波清洗作用原理超声波清洗设备由两部分组成超声波发生器(又称超声波电源)和换能器。超声波发生器将工频电能转变成20KHZ以上的高频电信号,通过高频电缆输送到换能器上,一般超声波换能器是固定在清洗槽的底板上,清洗槽内装满了液体,当换能器被加上高频电压后,它的压电陶瓷元件在电场作用下便产生纵向振动,超声波换能器(又称振子、声头)是一种效率的换能元件,能将电能转换成强有力的超声振动,在超声超声波振动时,仿佛是一个小的活塞,振幅很小,约有几微米,但这个振动加速度很大(几十至几千个g)槽上具有多个换能器,施加相同的频率及相位的电能时,就合成了一个巨大的活塞进行往复振动,这个振动通过固定在底板的换能器传播到清洗液中,振动在清洗液中传播就达到了对浸入其中工件清洗的目的。
厦门和伟达超声波设备有限公司带您了解三明钎焊后超声波清洗线公司,由于清洗液的空化作用与其温度相关,温度升高有利于空化,但随之蒸气压也相应增加,超过一定的温度反而使空化作用降低,因此要保持一定的温度范围,如水溶剂清洗液一般在45℃左右,三氯清洗液在75℃左右,水则为60℃左右,对于易蒸发易燃的清洗液不宜温度太高。钎焊后超声波清洗线空化作用(CAVITAION)在液体中传播的超声波能对物体表面的污物进行清洗,其原理可用“空化”现象来解释清洗效果和超声波在液体中产生的“空化”强度有密切关系,超声波振荡在液体中传播,当其声波压强达到一个大气压时,超声波功率密度约为35瓦/cm²,这时在液体中传播的超声波的声波压强峰值就可以轻易达到真空或负压,但实际上是无负压现象存在的,因而在液体中产生一个很大的力,将液体分子拉裂成空洞(空化核),此空洞为真空或非常接近真空,此空洞在信号电压(或超声波压强)值下一个半周达到较大时,由于周围的压力的增大而被压碎,此时液体分子激烈碰撞产生冲击波的现象被称为“空化”作用。这种空化作用非常容易在固体与液体的交界处产生,因而对于浸入超声作用下的液体中的物体具有超乎寻常的清洗作用。另外,由于超声波具有很强的穿透固体的作用,所以,这种“空化”作用对浸入超声波作用下的液体中的物体内外表面(如管件)均能得到清洗,这就是超声波清洗优于其它传统清洗手段的重要方面。
三明钎焊后超声波清洗线公司,超声施加时间为2~4s时,AZ31B镁合金的搭接接头强度可达80~90MPa,接头为沿晶脆性断裂。超声施加时间过短,镁合金表面的氧化膜破碎不完整,氧化膜以片状形式存在于钎缝中;超声施加时间过长,则导致钎料飞溅。此外,冷却速率对超声振动辅助钎焊搭接接头的组织与性能均有影响。水冷钎焊接头可以抑制镁合金中αMg晶粒的长大,使之成为等轴晶,其晶粒大小仅为空冷状态下搭接接头中树枝晶的五分之一左右,其晶粒数量为空冷状态下等轴晶的40~50倍。空冷状态的断裂形式为脆性断裂,而水冷状态的为准解理断裂。大量等轴晶的存在,使得接头的抗剪强度较空冷状态的提高约5倍。
超声波作用于液态钎料时,会产生“声空化”作用和“声涡流”作用,可以破碎固体表面的氧化膜,辅助液态金属润湿于固体表面,并加快界面物质的传输速率。超声波导入的方式可以是直接将超声波施加于液态钎料池中,也可以将超声波直接施加到待焊试件上还可以将调制后的具有超声频率的激光脉冲照射到液态钎料表面。超声波辅助钎焊是一种无钎剂钎焊方法,可以在大气环境中直接进行钎焊,焊后无需清理钎剂,既降低了使用钎剂及清洗钎剂的成本,又避免了加热过程中钎剂产生的有毒蒸气对操作人员的危害,还可提高钎焊接头的抗腐蚀能力。同时超声波作用于熔体时还可以起到细化晶粒的作用,提高钎焊搭接接头的剪切强度,降低液固、液气的界面张力,增加钎料的毛细填缝能力。
钎焊后超声波清洗线采用自动悬挂链输送的多工位超声波清洗、超声漂洗、喷淋、钝化、烘干清洗线,主要用于清洗汽车刹车片钢片、硅钢片、汽车、摩托零部件等,全清洗线采用不锈钢制作,依据各工序设有自动补液装置,对液面、温度等工艺参数进行自动控制,对生产特殊情况设有紧急停车自动报警装置。同时根据工艺不同对设备的清洗工序等进行自行调整。超声波清洗形式另一种方法是根据大型制件的形状和局部清洗的部位要求,将超声波换能器设计成特殊形状来实现局部清洗,对于清洗要求严格的制件采用不同清洗液,分槽依次进行超声波清洗,此外,还可与其它清洗方法配合,如电子元件的清洗是加热浸洗和超声波清洗配合使用。对于油脂特稠,特厚的制件,也常常采用加热浸洗或高温喷洗,然后再用超声波清洗的多步清洗法。对于几何形状过分复杂,如有大小不等的孔穴凹角的制件,可采用多频率清洗,即在几种不同的超声波频率作用下进行清洗。
超声波清洗设备厂,超声波清洗作用原理超声波清洗设备由两部分组成超声波发生器(又称超声波电源)和换能器。超声波发生器将工频电能转变成20KHZ以上的高频电信号,通过高频电缆输送到换能器上,一般超声波换能器是固定在清洗槽的底板上,清洗槽内装满了液体,当换能器被加上高频电压后,它的压电陶瓷元件在电场作用下便产生纵向振动,超声波换能器(又称振子、声头)是一种效率的换能元件,能将电能转换成强有力的超声振动,在超声超声波振动时,仿佛是一个小的活塞,振幅很小,约有几微米,但这个振动加速度很大(几十至几千个g)槽上具有多个换能器,施加相同的频率及相位的电能时,就合成了一个巨大的活塞进行往复振动,这个振动通过固定在底板的换能器传播到清洗液中,振动在清洗液中传播就达到了对浸入其中工件清洗的目的。







