产品详情

发布时间:2025-10-11 04:29:45

青州白云减摩制品有限公司为您介绍广东配流盘生产厂家的相关信息,不仅满足了欧盟RoHS与REACH指令要求,更将产品生命周期碳排放降低20%以上。定制化服务成为企业竞争的新焦点。广德朗科技有限公司通过数十台自动加工设备与自有实验室,实现了从板材参数到成品公差的全程可控,能够快速响应户对特殊尺寸(内径范围从几毫米到数百毫米)、形位公差(端面跳动≤02mm)与润滑方式(预埋锂基脂、强制油润滑)的个性化需求。例如,其为重型车平衡桥设计的翻边铜套,通过法兰结构与过盈配合(mm)的优化,将安装效率提升40%,
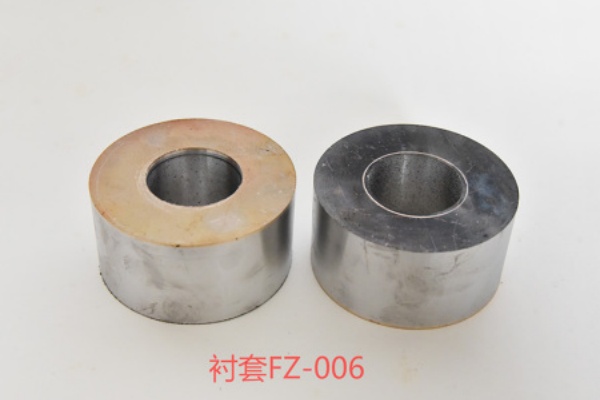
广东配流盘生产厂家,实现了从板材参数(如钢背厚度mm)到成品公差(内径公差±01mm,圆柱度≤mm)的全程可控,能够快速响应户对特殊尺寸(内径范围从几毫米到数百毫米)、形位公差(端面跳动≤02mm)与润滑方式(预埋锂基脂、强制油润滑)的个性化需求。例如,其为重型车平衡桥设计的翻边铜套,通过法兰结构(法兰厚度mm,直径比内径大mm)与过盈配合(mm)的优化,将安装效率提升40%,同时降低了运行噪音(≤65dB),振动加速度(≤5m/s²)较传统产品下降30%。
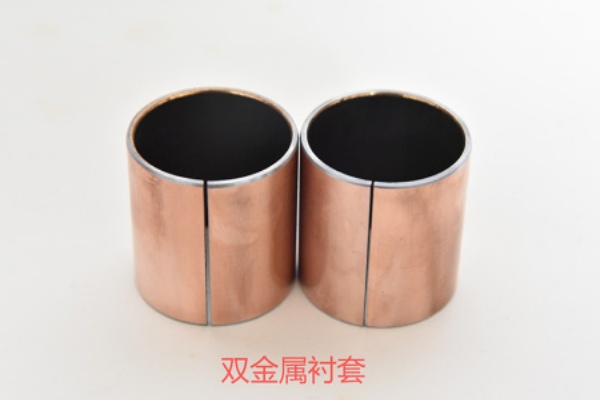
双金属配油盘生产商,同时解决了比重偏析导致的裂纹萌生题。该材料在双金属机筒衬套中的应用,使设备寿命从行业平均的小时延长至小时,维护成本降低40%。七、挑战与未来方向尽管双金属衬套技术已取得显著进展,但仍面临材料成本、工艺复杂性与环保要求的挑战。例如,铜基合金的原材料成本占产品总价的35%以上,限制了其在中低端市场的普及。此外,烧结工艺的能耗题(单位产品能耗达50kWh/kg)与废料能够快速响应户对特殊尺寸(内径范围从几毫米到数百毫米)、形位公差(端面跳动≤02mm)与润滑方式(预埋锂基脂、强制油润滑)的个性化需求。例如,其为重型车平衡桥设计的翻边铜套,通过法兰结构(法兰厚度mm,直径比内径大mm)与过盈配合(mm)的优化,将安装效率提升40%,同时降低了运行噪音(≤65dB),振动加速度(≤5m/s²)较传统产品下降30%。
叶片泵配流盘厂家,均匀,填充密度达95%以上。高温烧结阶段,温度控制精度需达到±5℃,保温时间分钟,以促进铜合金与钢背的扩散结合,形成厚度μm的冶金结合层,剪切强度≥N/mm²。轧制复合环节通过多道次冷轧(总压下率30%%),使合金层致密化,同时消除烧结过程中产生的孔隙,提升表面光洁度(Ra≤8μm)。热处理工艺则根据材料特性定制,钢铜合金衬套通常采用淬火(℃油淬)加低温回火(℃,2小时),以获得马氏体基体与细小碳化物析出相,硬度达HRC;
青州白云减摩制品有限公司为您介绍广东配流盘生产厂家的相关信息,不仅满足了欧盟RoHS与REACH指令要求,更将产品生命周期碳排放降低20%以上。定制化服务成为企业竞争的新焦点。广德朗科技有限公司通过数十台自动加工设备与自有实验室,实现了从板材参数到成品公差的全程可控,能够快速响应户对特殊尺寸(内径范围从几毫米到数百毫米)、形位公差(端面跳动≤02mm)与润滑方式(预埋锂基脂、强制油润滑)的个性化需求。例如,其为重型车平衡桥设计的翻边铜套,通过法兰结构与过盈配合(mm)的优化,将安装效率提升40%,
广东配流盘生产厂家,实现了从板材参数(如钢背厚度mm)到成品公差(内径公差±01mm,圆柱度≤mm)的全程可控,能够快速响应户对特殊尺寸(内径范围从几毫米到数百毫米)、形位公差(端面跳动≤02mm)与润滑方式(预埋锂基脂、强制油润滑)的个性化需求。例如,其为重型车平衡桥设计的翻边铜套,通过法兰结构(法兰厚度mm,直径比内径大mm)与过盈配合(mm)的优化,将安装效率提升40%,同时降低了运行噪音(≤65dB),振动加速度(≤5m/s²)较传统产品下降30%。
双金属配油盘生产商,同时解决了比重偏析导致的裂纹萌生题。该材料在双金属机筒衬套中的应用,使设备寿命从行业平均的小时延长至小时,维护成本降低40%。七、挑战与未来方向尽管双金属衬套技术已取得显著进展,但仍面临材料成本、工艺复杂性与环保要求的挑战。例如,铜基合金的原材料成本占产品总价的35%以上,限制了其在中低端市场的普及。此外,烧结工艺的能耗题(单位产品能耗达50kWh/kg)与废料能够快速响应户对特殊尺寸(内径范围从几毫米到数百毫米)、形位公差(端面跳动≤02mm)与润滑方式(预埋锂基脂、强制油润滑)的个性化需求。例如,其为重型车平衡桥设计的翻边铜套,通过法兰结构(法兰厚度mm,直径比内径大mm)与过盈配合(mm)的优化,将安装效率提升40%,同时降低了运行噪音(≤65dB),振动加速度(≤5m/s²)较传统产品下降30%。
叶片泵配流盘厂家,均匀,填充密度达95%以上。高温烧结阶段,温度控制精度需达到±5℃,保温时间分钟,以促进铜合金与钢背的扩散结合,形成厚度μm的冶金结合层,剪切强度≥N/mm²。轧制复合环节通过多道次冷轧(总压下率30%%),使合金层致密化,同时消除烧结过程中产生的孔隙,提升表面光洁度(Ra≤8μm)。热处理工艺则根据材料特性定制,钢铜合金衬套通常采用淬火(℃油淬)加低温回火(℃,2小时),以获得马氏体基体与细小碳化物析出相,硬度达HRC;







